© Copyright 2026 Joseph Jackson
OMOA IRON WORKS
Compiled by Joseph Jackson
Cleland itself is a slightly
later settlement than Omoa.
Omoa came into existence with the
construction of the Iron Works there in 1787 (other sources give a date of
1789). The initial village was called Omoa New Town; and it provided
accommodation for the iron workers. Omoa New Town grew eastwards along Omoa
Road. It was absorbed into what later became modern Cleland.
Erection of the Iron Works was
started by Waller of Chesterfield, but within a year the Omoa Company was
formed. Its partners were Colonel William Dalrymple (the local laird), Waller
and four other Englishmen.
Colonel William Dalrymple (1748-1794) inherited the lands of Clelandtown from his uncle Captain Hew Dalrymple in 1785. During the American War of Independence, Spain entered on the American side against the British. Part of the British response was to seek to gain control over the Spanish colonies in Central America by attacking the formidable regional fortress of San Fernando de Omoa, in present day Honduras. In 1779 Colonel William Dalrymple distinguished himself by helping to capture both the Fort of San Fernando de Omoa and the associated port town of Omoa. On returning to civilian life Colonel Dalrymple memorialised his victory by calling the new iron works Omoa Iron Works. Colonel Dalrymple’s son (Marton Dalrymple) became the new owner until his early death in 1809.
THE MANUFACTURE OF PIG-IRON
Until 1709, furnaces could only
use charcoal to produce iron. However, wood (which is what charcoal is made
from) was becoming more expensive, as forests were being cleared for farmland
and timber.
However, in 1709, a man called
Abraham Darby finally succeeded in smelting iron using coke.
Coke is produced by baking coal in
the absence of oxygen to remove the volatile hydrocarbons contained in the coal.
The resulting coke is mechanically strong, porous, and chemically reactive,
which are all critical properties for stable blast furnace operation. The nature
of the fuel used limits the height of the furnace at which the best results are
obtained. If the weight of the incumbent charge is too great, the coke will
crush, interfering with the free passage of the gases. Hard coals such as splint
coal are ideal for smelting iron, allowing the construction of taller furnaces.
These coals were in abundance around Cleland.
Early blast furnaces increased the
furnace temperature by introducing air under pressure into the furnace chamber.
Although taller furnaces were made
possible with the use of coke, air blowing requirements increased.
Towards the end of the 18th
century, steam engines came into use for blowing blast furnaces. Iron works also
required a reliable water supply. Siting Omoa adjacent to the Tillan Burn
fulfilled that requirement.
William
Grossart in his 1880:- "Historic Notices and Domestic History of the Parish of
Shotts" described an early device for pumping water. “There is a very simple and
inexpensive machine for raising small quantities of water which I have seen at
work in the parish of Shotts; and as it is now gone, and will soon be forgotten,
a short description will preserve it from oblivion. It is locally called
"Bobbing John," and consists of a wooden beam or lever, about 15 feet long,
working on a centre. To one end of the beam is attached the pump rods; to the
other is fixed a wooden box of sufficient size, when filled with water, to
overcome the weight of the pump rods, friction, and quantity of water to be
raised at each stroke. By opening a sluice, water is let into the box in
sufficient quantity to overcome the weight to be raised.
When this is accomplished the charged box descends, and by its motion
shuts the sluice, stopping the further supply of water. The box having arrived
at its proper place, a valve in its bottom is opened by pressing upon an iron
pin. The box, now relieved of its contents, rises with the fall of the pump
rods, re-opening the sluice to refill, and so on alternately. This little
machine requires no attendant.”
The
blast furnaces of this period were no more than around 30 feet high and were
constructed entirely of stone and fireclay. The largest of the circular furnaces
(many were rectangular in cross section) were two to three feet in diameter at
the top, up to nine or ten feet in diameter at the top of the bosh, with a
hearth three to five feet in diameter. The production from these furnaces was
only a few tons per day, and the coke consumption was, at best, two tons per ton
of iron. The furnace tops were open and belched great quantities of fire and
smoke.
Material for the
furnace was lifted to the top of the furnace usually by vertical direct acting
hoists, often steam powered, but at other works inclined planes are used. Two
men were employed to feed each furnace. One filled half a charge of coal into a
large iron barrow, and the other half a charge of the other materials into a
second barrow. The men and the barrows reach the staging communicating with the
mouth of the furnace at the top of the lift. The coal was thrown in first, and
the other materials immediately afterwards. The occupation of the “fillers " was
a dangerous one as the flames at times shoot out, and almost surround them.
Later the furnace tops were all closed, except during charging. By 1788
automatic charging had still not yet been introduced.
Initially Omoa had
a single blast furnace, used coke, and the blast was of atmospheric or cold air.
It produced about 20 tons of pig-iron per week.
The Omoa Works were re-constructed
or modified at different periods in its history, as technological innovations
were introduced and output capacities increased. As a consequence the Omoa blast
furnaces were of different patterns. However Robert Forsyth’s historically
important account of iron making in Lanarkshire described in detail what the
first furnace at Omoa Iron Works would have looked like.
BEAUTIES OF SCOTLAND-Volume III
by Robert Forsyth (1766 to 1846) - Published 1806
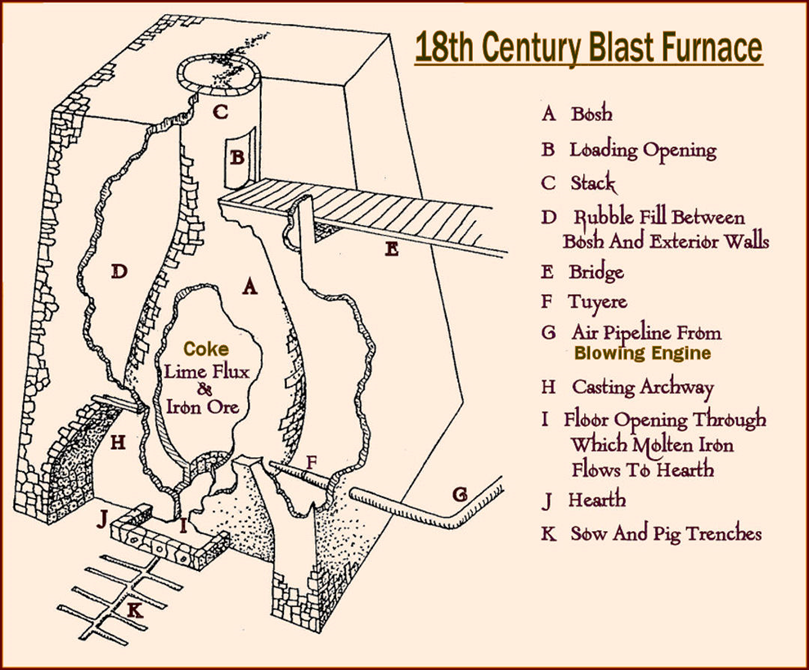
“The furnace by which the iron is extracted in a metallic state from these materials may be considered as consisting of two parts. The one consists of a steam engine, which works a cast iron cylinder, or cylinders, with pistons which force a powerful blast of compressed air into the furnace, for the purpose of raising its contents to the highest possible degree of heat. The furnace itself is a stout square building, tapering slightly upwards, of from thirty-six to forty feet every way, and from of fifty to sixty feet in height……………The materials are thrown in from the top and the cavity at the bottom, which is the centre of the building, and is also called the hearth, is only about two feet square. It gradually widens, and at the height of six feet and a half is two feet and a half square. Thereafter the cavity widens rapidly, so that at eight feet perpendicular height it is twelve feet diameter. From this height it gradually narrows to the top, which is at the height of about forty five feet from the base; and here the cavity is about three feet diameter; and there is an opening on one side for filling in materials. The remainder of the height is a sort of chimney to conduct the flame aloft………….The blast of air is admitted into the furnace by a small tapered pipe of from two to three inches diameter; it enters the furnace at some distance from the bottom, generally at the height of about two feet. At the lowest part of the furnace is a hole of about six inches square, which is closely filled up with sand when the furnace is working; but from time to time, when a considerable quantity of metal in a state of fusion is collected at the bottom of the furnace, the sand is removed, and by a sort of tapping the fluid metal is discharged. ……….As the furnace is left open at the bottom, while the whole height acts as a chimney, the draught of air is powerful, and the heat soon becomes great. In proportion as the first quantities of coke attain a red heat, more is added, till it is nearly full, requiring about 900 baskets of coals; each basket, when of the best sort, being about 110 pounds in weight. When the furnace is sufficiently heated throughout, specified quantities of cokes, iron-stone and blast furnace cinders or limestone, are added; these are called charges………..in two hours after blowing a considerable quantity of liquid matter is formed, and gradually a quantity of iron, in a fluid state, fills the lowest part of the furnace. The furnace is then taped by opening the hole already mentioned; a channel is made in the sand, with lateral moulds on each side, into which the melted matter is allowed to run. The principle channel is called the sow, and the lateral moulds or channels are called pigs; and hence cast iron is called pig-iron………..the tapping of the blast furnace causes an ear piecing blast, the furnace is opened by a number of persons, who obviously expose themselves to a severe degree of heat. At length the melted metal flows out in a stream of fiery lava. The operation is never destitute of hazard; because, if any portion of the sand has been rendered wet in an improper degree, it is apt to explode, and to cast about the metal in a state of ardent ignition. Indeed, a work erected for the preparation of iron is at all times a striking object, but more especially when viewed in the night. Its vicinity exhibits a great field of fire and smoke; from the steam engine the horrid clanking of chains proceeds; and the blast pierces the ear with a terrific sound, which is the reverse of all melody, being a mixture of hissing, grating, and screaming. In short, an iron manufactory affords a night-scene truly infernal.”

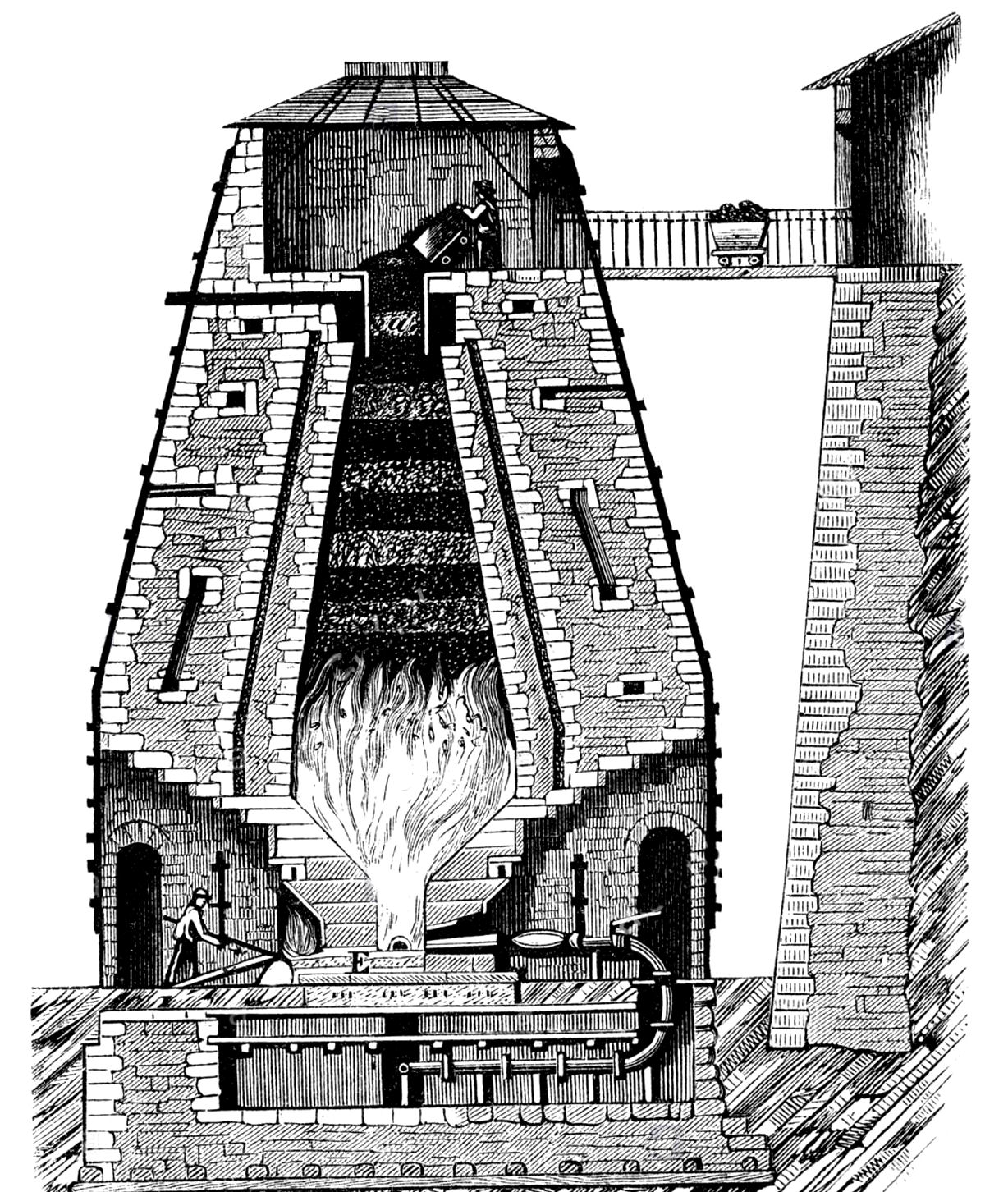
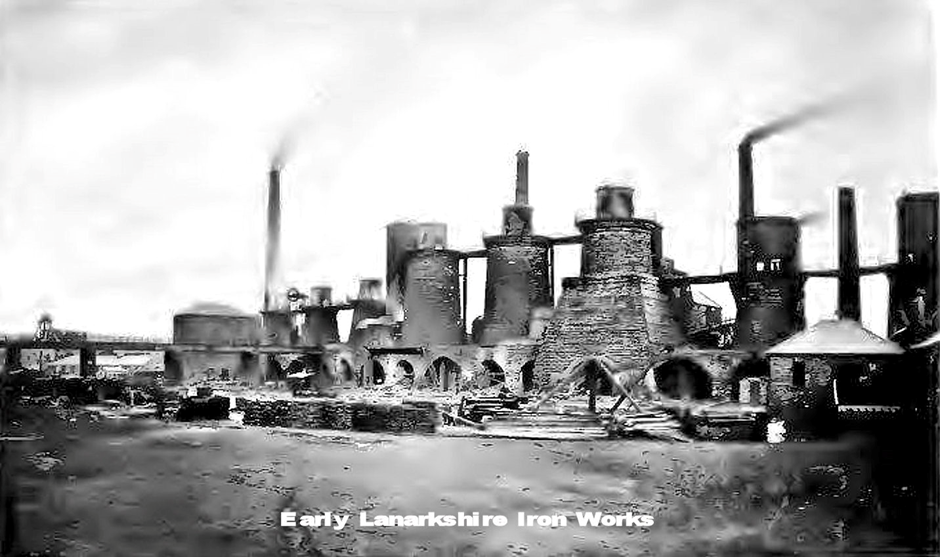
The 18th Century Iron Works of
Wilsontown in South Lanarkshire had furnaces of a similar pattern. The above
painting of Wilsontown gives us a better visualisation of what Omoa looked like
in the early period. Note that the casthouse is continuous with the blast
furnace and has several openings to allow the hot gases and fumes to escape.
Although steam engine technology
was at its infancy when Omoa Iron Works opened in 1789, the works utilised steam
engine technology from the beginning to create the blast and service the foundry
cupola furnace. It would likely have also used steam pumping equipment to source
water from the adjacent Tillan Burn.
James Watt (the Scottish pioneer
of the steam engine) supplied one of his early stationery atmospheric beam
engines to Omoa Iron Works (the order was placed to his company “Boulton & Watt
of Birmingham” in 1799). The steam engine supplied developed 72 horse power, and
was a twin cylinder design. It was
installed in Omoa Iron Works in 1802. When assembled on site it would have
weighed probably in excess of 35 tons. At the time these types of steam engines
were most often supplied for pumping water out of flooded mines; but the company
adapted 24 of them to blow air for use in smelting furnaces. These air pumping
cylinders delivered a very large quantity of air at a pressure lower than an air
compressor, but greater than any centrifugal fan. A separate boiler and boiler
house were built to supply steam. From around 1800 James Watt was the first
engineer to develop pressure gauges and centrifugal governors (to control engine
speed) for his steam engines; therefore the Omoa Iron Works engine may have been
equipped with those devices. Also
from 1800 the Boulton & Watt Company used cast iron instead of wood for the
heavy beam at the top of their beam engines.
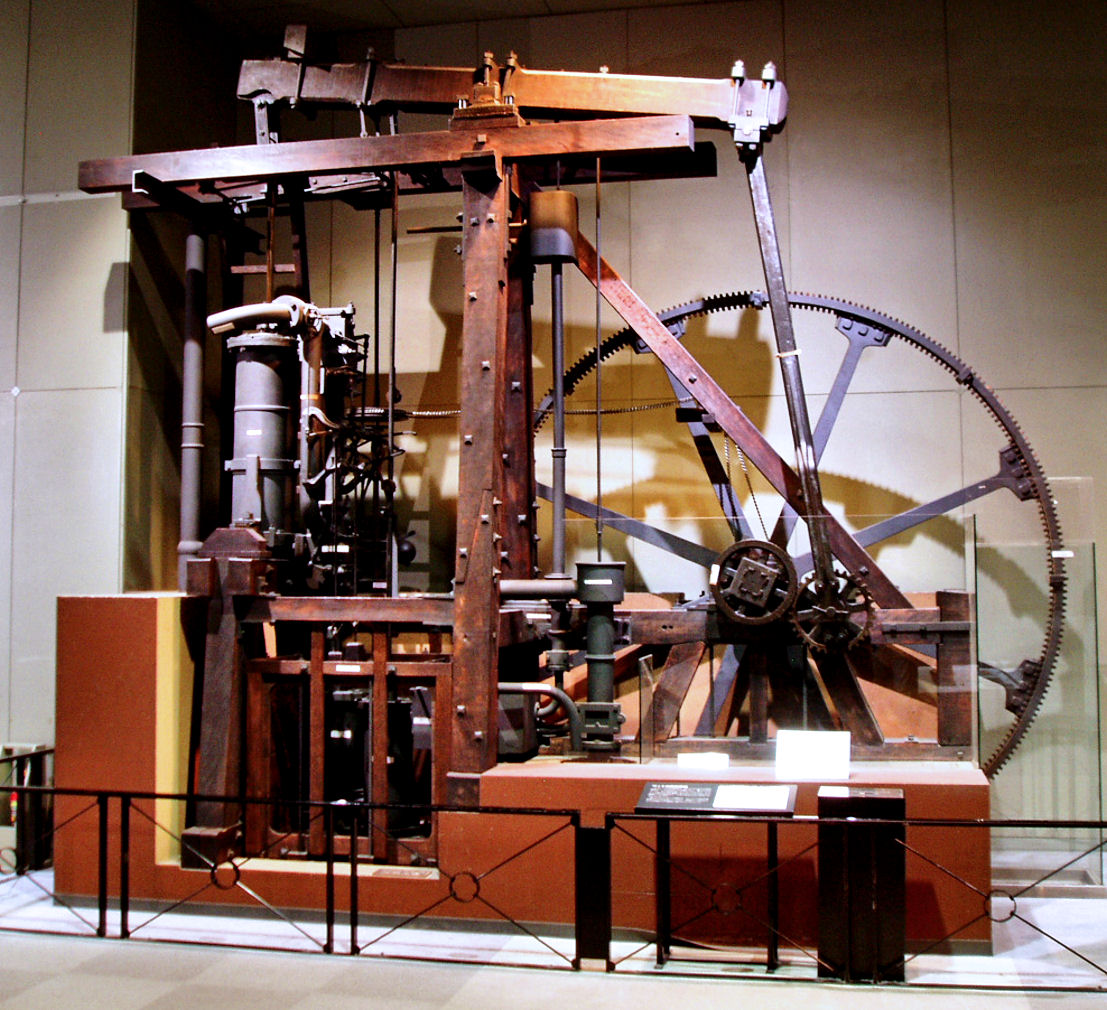
The only photograph I have been
able to source of an early Boulton & Watt Atmospheric Beam Engine is this circa
1782 example which developed around 20 horse power. The Omoa Iron Works engine
was a later, larger and more advanced design. As part of the contract an
engineer from Boulton & Watt would be supplied on site to assemble and install
the engine over a several month period.
In 1794 Doctor John Sinclair in
his Statistical Account of Scotland described Omoa Iron Works:-
“The Omoa iron work, the property of
Colonel William Dalrymple of Cleland, lies on the confines of this parish,
towards the South-West. It was erected in 1787. The situation of this work is
particularly eligible. The Colonel has throughout his estate here, which is of
considerable extent, a seam of coal 2 feet 5 inches thick; 2 feet above the
coal, ball iron-stone is found, the balls lying pretty near each other. This
stone is superior to anything of the kind, hitherto found in this part of the
country: 3cwt. of calcined stone yield 1cwt. of metal; it smelts also without
the help of iron ore. Two feet nearer the surface there are two strata of iron
stone, each from 6 to 9 inches thick. Below the 2 feet 5 inches of coal, there
is another coal 9 feet in thickness, of an excellent quality. There is here each
day raised 36 tons of coal, 26 tons of which go to the furnace; the other ten,
from their smallness, being unfit for charring, either serve to blow the engine
or are sold to the county. Nine tons of calcined stone a-day go to the furnace,
which casts at the interval of 18 hours, and yields about two tons of pig iron,
generally of an excellent quality. There is here a cupola blown by the engine,
which produces cast work of any form employers please. Orders of this sort,
answered by Colonel Dalrymple, have given great satisfaction. The coal is raised
here from 18d to 20d per ton (the coal falling below 4 inches square excepted),
which brings the miner only 9 1/4 d. per ton: Ball iron stone in raising 2s 6d:
stratum iron stone 18d. There are employed here 40 miners, besides other 40
smelters and persons otherwise engaged, and 12 horses. The weekly expense at
this work is 80 pounds Sterling, which finding its way to farmers and workmen of
every class in the neighbourhood, improves their situation beyond what hitherto
they had experienced, in this inland county.”
Doctor John Sinclair’s early
account of Omoa Iron Works indicates that it was an integrated ironworks- both
blast furnace and foundry. The
foundry was a separate operation where the pig iron was re-melted in an air
furnace or (foundry cupola furnace) to produce cast iron goods.
Blast furnace pig-iron has a
carbon content of 3-4%,making it too brittle to be malleable under a hammer (it
will break even when heated), and it
requires further refining to produce bar iron that can be
sold to blacksmiths for working up into finished products.
However it was suitable in the molten state to be poured into moulds for
the making of cast iron products. These iron foundries would produce a range of
cast products such as firebacks , cast iron stoves, street
lamp standards, cannon balls
or cooking pots and pans.
The Statistical Account of
Scotland (1794) also indicated that a proposal was put forward in the Spring of
1794 to open a second Iron Works upon “David Young’s lands of Little Hareshaw”,
but this did not come into effect.
In 1812 a general commercial
crisis in the Scottish iron trade caused the price of iron to drop from £22 per
ton to £11 or £12. Many local gentry become bankrupt. Pig iron stocks
accumulated at the works.
In the beginning Omoa Ironworks
used coal mined on Knownoblehill and in the grounds of Cleland House.
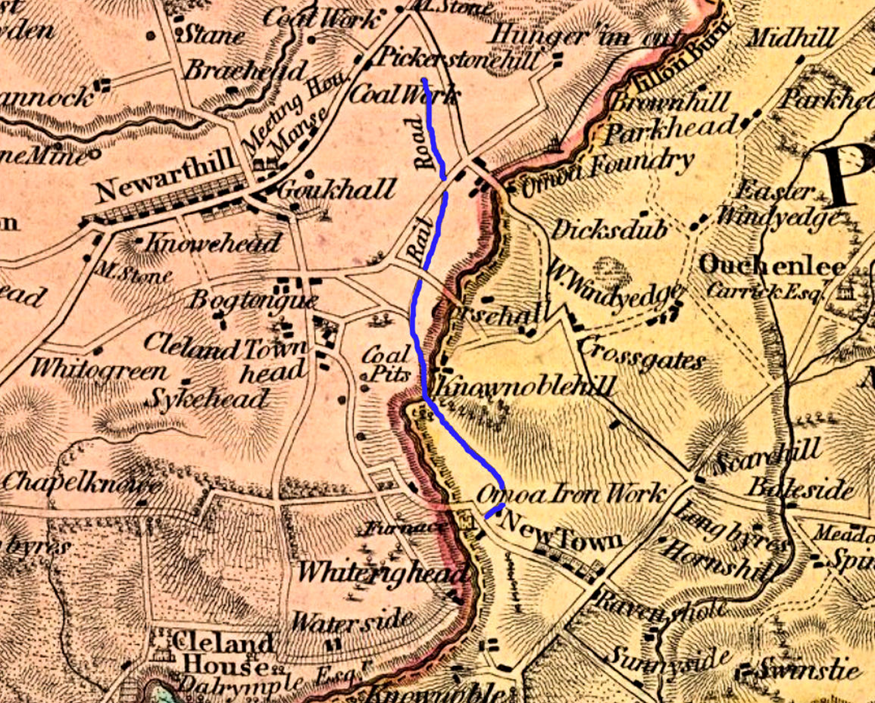
The Omoa Wagonway was opened from
Newarthill collieries to Omoa Iron Works by Col. Dalrymple in 1813.
Before the advent of the steam
train numerous horse-drawn wagonways were constructed in Scotland during the
Industrial Revolution, mainly in connection with the iron and coal-mining
industries of the Central Belt.

The advantage of using wagonways
(or tramways) was that far bigger loads could be transported with the same
power.
Wagonways improved coal transport
by allowing one horse to deliver between 10 to 13 long tons of coal per run— an
approximate fourfold increase.
Wagonways were usually designed to
carry the fully loaded wagons downhill and then return the empty wagons back to
the mine. Horses were then used to
take the empty wagons up the hill. On the descent a brakeman would use the wagon
brake to control the speed of descent.
Omoa wagonway was likely a single
track wagonway, utilising the downhill gradient from the Newarthill collieries
to the Iron Works at Omoa.
Many of the later wagonways were
built to the Scotch gauge of 4 ft 6 in (1,372 mm), and were subsequently
converted to standard-gauge steam railways.
Until the beginning of the
Industrial Revolution, the rails were made of wood, were a few inches wide and
were fastened down, end to end, on logs of wood or "sleepers", placed crosswise
at intervals of two or three feet. In time, it became a common practice to cover
them with a thin flat sheathing or "plating" of iron, in order to add to their
life and reduce friction. This caused more wear on the wooden rollers of the
wagons and towards the middle of the 18th century, led to the introduction of
iron wheels.
However, the iron sheathing was
not strong enough to resist buckling under the passage of the loaded wagons, so
rails made wholly of iron were invented in 1767.
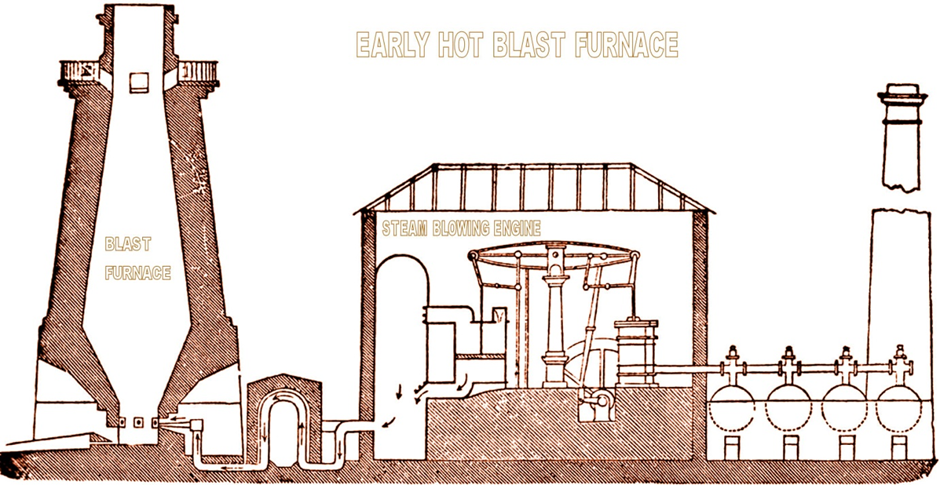
HOT BLAST —
The use of heated air for the blast furnace was proposed in 1828 by Mr. J. Beaumont Neilson, then manager of the Glasgow Gasworks. The experiments were made, the apparatus modified as defects were found, and the process soon proved a perfect success. In a very short time every furnace in Scotland and most furnaces in England were using hot blast.Hot blast refers to the preheating
of air blown into a blast furnace. As this considerably reduced the fuel
consumed, hot blast was one of the most important technologies developed during
the Industrial Revolution. Hot blast yielded higher furnace temperatures, which
increased the iron output of furnaces. Within a few years of its introduction,
hot blast was developed to the point where fuel consumption was cut by one-third
using coke; and for the first time, suitable raw coal could be used instead of
coke. In 1835 annual pig-iron production from Omoa had increased to 2,500 tons.
By 1845 all furnaces in
Lanarkshire (including Omoa) were using hot blast. At first the blast stoves
were heated by separate fires, but by about 1840 the waste gas of the blast
furnaces began to be used for heating the blast, and there use soon became
general.
The final and most successful
owner of Omoa Iron Works was iron and coal master Robert Stewart Esq., who took
over the ownership of the works from his father after his death in the late
1820’s. He extensively re-constructed Omoa Iron Works and built new furnaces.
Unlike his father he became a wealthy businessman acquiring from Lord Lamington,
at a cost of £55,000, the estate of Murdostoun, He took up residence in
Murdostoun Castle, and later became a member of Glasgow Town Council in 1842,
becoming Lord Provost, from 1848 to 1854. He died at the early age of 55 in
1866.
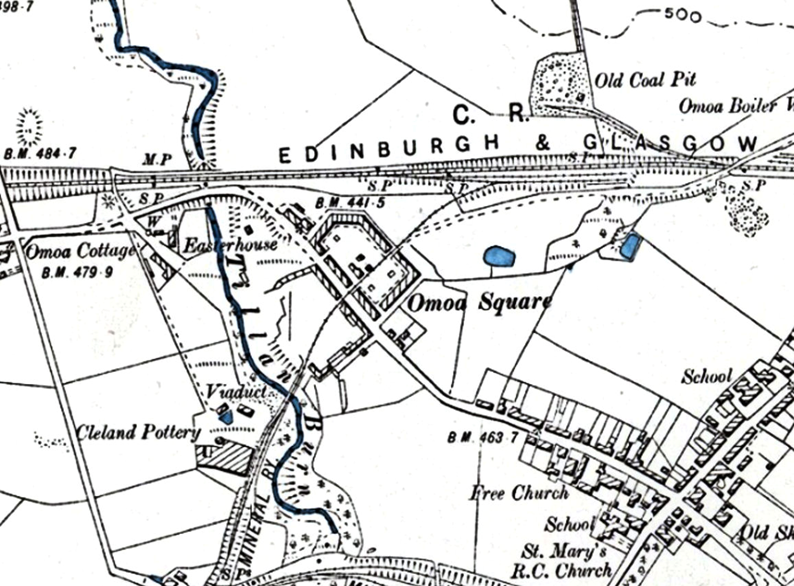
In 1840 Omoa Square (a group of
114 single-apartment and 24 two-apartment houses) was built by the Omoa Iron and
Coal Company for their employees.
OMOA IRON WORKS
Number of blast furnaces in 1787 = 1.
Number of blast furnaces in 1830 = 2.
Number of blast furnaces in 1839 =2.
Number of blast furnaces in 1843 = 2.
Number of blast furnaces in 1848 = 4.
Number of furnaces (in
use) in 1858 = 3
The original Omoa furnaces from 50
to 60 feet tall were built of masonry forming massive square blocks. However
blast furnace technology was in a state of rapid development, and the newer
furnaces would have been of a more modern type — slim, nearly cylindrical,
shells of masonry cased — or in the older furnaces only banded — with iron. The
stack carried on iron columns, so as to allow free access to the hearth all
round, and six, eight, or ten tuyeres (blast nozzles) used, spaced equally all
round, one being over the slag-notch. The hearth always closed. The furnaces
were also taller and larger in capacity. By 1840 in Lanarkshire the average
blast furnace output was 80 to 100 tons of pig-iron per week.
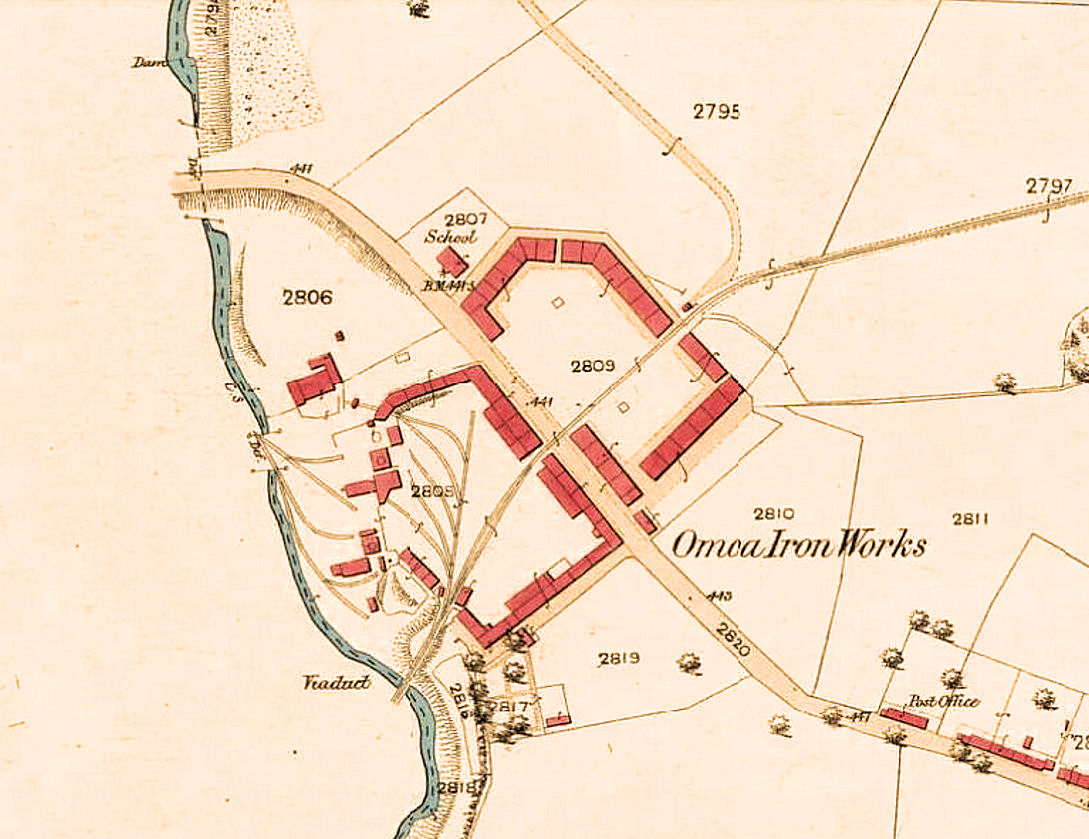
OMOA IRON WORKS SCHOOL
In 1847 Mr. Kidd, a banker, from
Airdrie stated in a Mining District Report that:-
“A handsome school-house has been
erected by Mr. Stewart, of the Omoa iron works. The readiness of the young men,
belonging to iron and coal works in this district to avail themselves of
opportunities of carrying on their instruction at evening school after they
commence working, and consequently cease to go to day-school, is shown in rather
a remarkable manner at this school, and in strong contrast with what would have
occurred under similar circumstances in England. Mr. Stewart, having provided a
competent master, caused the school to be opened on the 1st of February of this
year. On the 31st of March 116 young persons were attending the evening school.
The numbers at the day school were 253. Finding that some men in his employ, who
were earning good wages, neglected to send their children to school, Mr. Stewart
informed them that they must leave the works, if the neglect continued. By
salutary superintendence of this kind, by the attention given to the comfort and
decency of the people in respect to their houses, and by raising the standard of
cleanliness and domestic order among them by a regulation lately adopted there,
that dirty families are not to be allowed to remain at the works, it may be
anticipated that much improvement may be gradually effected in their general
habits.”
The school is shown on the above
map. In the present, that location is the small car park at the western end of
the Omoa Road flats.
FROM BOOM TO BUST
Commercially viable malleable iron
was refined from low phosphorus pig iron. Because Scottish pig-iron smelted from
blackband ore had a high phosphorus content; many Scottish pig- iron producers
were at a competitive disadvantage in the malleable (wrought) iron supply
market.
The
position of Scottish ironmasters was made more difficult from the 1850’s onwards
by the surging output of lower cost haematite pig iron from the newly discovered
Cleveland ores in Yorkshire and Middlesborough.
The price of pig-iron had always
been subject to considerable fluctuation. Sometimes demand for iron increased
(as well as prices) because of war such as the Napoleonic War (1803-1815), or
there would be a severe slump because rapid iron industry expansion had led to
overcapacity (1807). As global markets developed competition from abroad made
some regional producers less competitive.
In
1866 (the year Omoa Iron Works closed) there was a commercial crisis in the
Scottish iron trade due to over speculation.
In
1854, the mean average price of a ton of Scotch pig-iron was 79shillings and 7
pence, in 1858 it was 54 shillings and 4 pence; and 49shillings and 3pence in
1861. In 1866 the activities of certain bold speculators, forced the top price
up to 82shillings and 6 pence. An
increase of 21shillings on the price at the close of the preceding year.
When the market corrected itself the price fell to 31shillings and 6
pence a ton within the brief space of four weeks.
In order to enable them to
overcome the effects of the crisis brought about by the speculators; the
ironmasters resolved to reduce overall production, and forty furnaces were
"blown out." Nearly eight thousand men and boys were made idle, while at the
same time the wages of the men retained were considerably reduced. Unfortunately
for Omoa this was the year its most successful proprietor unexpectedly died.
When Omoa Iron Works opened in
1787 it had access to good black-band ironstone, six inches thick, wrought at
Bellside and Greenhill, but by 1802 this had been almost worked out.
Earlier problems in the
procurement of ironstone for the Omoa Iron Works was described
by William Grossart, in his
"Historic Notices and Domestic History of the Parish of Shotts"-1880:-
“An interesting circumstance connected
with the early history of Omoa, and perhaps applicable to other iron-works at
the same period, was the scarcity of ironstone and how it was procured. Any
balls
found in a stream, or cropping-out by
its margin, were carefully collected, and in the case of Omoa, ironstone was
collected in streams or otherwise by farmers and others in the neighbourhood,
and taken to the ironworks and sold - many a ton went from Shotts parish in this
way. The transaction was never called in question, but if practised at the
present day, would be called thieving.”
When the final owner of Omoa Iron
Works Robert Stewart took over from his father in the late 1820’s he acquired
the lease to an extensive mineral field, which was found to contain an excellent
seam of blackband ironstone. Consequently the works again prospered and
expanded.
Although there was plenty of local
coal there was insufficient iron ore (ironstone as it was then called) to keep
Omoa Iron Works going and by the 1840's it was having to cut back on production.
The Caledonian Railway opened the
Omoa and Midcalder Line in 1869; and could possibly have supplied the works with
imported iron ore. But this development came too late for Omoa which ceased
operations after the death of Robert Stewart in 1866.
Quote from the Engineering Journal
April 22nd 1870:- “The Omoa Ironworks,
situated in the Wishaw district of Lanarkshire, are to be exposed for sale on
the 25th April. These extensive works were the property of the late Lord Provost
.Robert Stewart of Glasgow, who identified himself so intimately with the
introduction of Loch Katrine water into the city. They have remained closed
since the death of Mr. Stewart.”
Another article about the demise
of Omoa Iron Works- The Scotsman Newspaper dated 16th April 1870:-
“THE BREAKING-UP OF OMOA IRON
WORKS: EXTENSIVE SALE BY AUCTION ON MONDAY 25th APRIL 1870.
15 steam engines, including
Locomotive, Blowing & pit Engines varying from 10 to 30 inch cylinders,18 Steam
Boilers, 7 Pit Head Frames, 10 sets of winding gear, pit ropes- various kinds, 4
sets of pumping gear with pump rods etc, 108 railway waggons- various kinds, 360
tons of malleable railway rails- various sections from 12 to 76 lb. per yard,
130 tons of railway chains and crossings, 10,000 railway sleepers, 10 weighing
machines for waggons, carts, hutches and pig iron. 6 cranes and crab winches, 30
tons of pit plates, 50 tons of pit rails, 400 tons of calcined slatyband
ironstone, 120 tons of limestone. 100,000 bricks in chimneys and foundation
buildings. Together with a large quantity of the building stones, engineers
tools etc .and all the appurtenances connected with the Works whilst in
operation.”
By the 1880's Omoa Iron Works was
in ruins.
For Lanarkshire as a whole the
outlook was considerably better.
As the industrial revolution swung
into full effect, there was a massive rise in the amount of coal and iron mines.
In 1879 there were 314 iron-works
with 5149 puddling furnaces and 846 rolling mills in operation in Lanarkshire
and in 1881, 392 coal pits and 9 fireclay pits.

KIRKTON
GATES- These historically important
gates (known as the Kirkton House gates) were built in 1836 from metal heated
and flattened at Omoa Iron Works in Cleland. Kirkton House was demolished but
the gates still exist and are located on Station Road, Carluke, South
Lanarkshire, outside a modern private gated development. They are easily seen
from the roadside.

KIRKTON GATES
The document below shows a failed
proposal in 1872 to build a malleable iron works on the site of the previous
Omoa Iron Works.
The plant required for the
preparation of malleable iron is much less costly than that required for
pig-iron. To convert pig-iron into malleable iron the carbon content has to be
reduced and its crystalline structure modified, by chemical and mechanical
process in special furnaces including the subsequent physical processes of
forging (hammering). Decarbonising
the iron was done manually in a puddling furnace by puddlers. Puddlers were the
aristocracy of the proletariat, proud, clannish, set apart by sweat and blood.
Only men of remarkable strength and endurance could stand up to the heat
for hours, turn and stir the thick porridge of liquescent metal, draw off the
blobs of pasty wrought iron, and work them under a forge hammer. Few of them
lived past forty. Wrought iron was
king in the period up to the 1870s. Thereafter as Scotland’s steel industry
developed and expanded, the once pioneering Scottish iron industry went into
steep decline. Steel had better metallurgical properties than iron and became
cheaper to produce than wrought iron.
© Copyright 2026 Joseph Jackson